
PE管电容焊接步骤
厂家咨询电话15200088542
PE管电熔焊的焊接操作过程 (一)PE管焊接前准备 1.PE管测量电源电压,确认焊机工作时的电压符合要求。 2.PE管清洁电源输出接头,保证良好的导电性。 (二)PE管管材截取 管材的端面应垂直轴线,其误差 < 5mm。。 (三)PE管焊接面清理 测量电熔管材的长度或者中心线,在焊接的管材表面上划线标识,将划线区域内的焊接面刮削0.1~0.2mm厚,以去除氧化层。 (四)PE管管材与管件承插 在管材上重新划线,位置距端面为1/2管件长度。将清洁的电熔管件与需要焊接的管材承插,保持管件外侧边缘与标记线平齐。安装电熔夹具,不得使电熔管件承受外力,管材与管件的不同轴度应当小于2%。 (五)PE管输出接头连接 焊机输出端与管件接线柱牢固连接,不得虚接。 (六)PE管焊接模式设定 按焊机说明书要求,将焊机调整到“自动”或“手动”模式。 (七)PE管焊接数据的输入 按自动或者手动方式输入焊接数据。 (八)PE管焊接 1.PE管启动焊接开关,开始计时; 2.PE管手动模式下焊接参数应当按管件产品说明书确定。 (九)PE管自然冷却:冷却时间应当按管件产品说明书确定,冷却过程中不得向焊接件施加任何外力,完成冷却后,拆卸夹具
对于PE管的连接是有多重连接方法的,如果找不到对自己合适,就了解一下如何对PE管进行焊接吧!
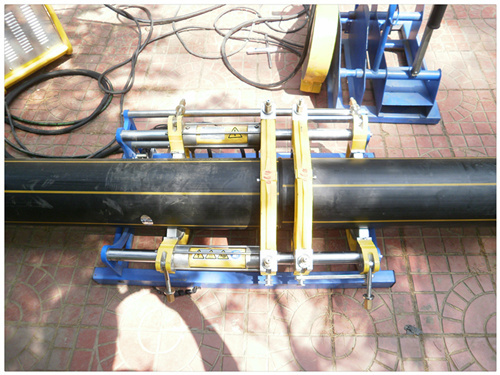
一、PE管焊接前的准备:检查热熔机电源是否接好,铣刀是否能切削,加热板加热是否正常,机架油缸是否运行。二、焊接:

(1)清除管道端口的污物(油、尘、泥、水);
(2)将PE管置于机架卡瓦内;
(3)将PE管端面用铣刀盘铣平;
(4)测量机架油缸托动力;
(5)检查加热板温度是否达到温度值190-230之间,常温下为210±10℃;
(6)将加热板放入机架;
(7)减小熔接压力(0.02Mp);
(8)时间达到后迅速切换;
(9)将压力升高使之达到一定要求,一般为2-3Mp,视油缸托动力而定;
(10)进行保压冷却。
如何对PE管进行焊接了解了之后,在对其使用的时候才会更利于自己的使用,对于以上的知识就为大家介绍到这了
产品热销城市:山东,河北,河南,内蒙古,辽宁,山西,陕西,黑龙江,天津,北京
咨询电话15200088542 公司网址http://hdpegd.cn
厂家现货供应各种口径PE管、园林绿化PE管、小区绿化PE管,城区给水PE管、消防PE给水管、国标PE管、HDPE排水波纹管、钢带管、大口径聚乙烯波纹管、钢丝网骨架复合管、MPP电力管、PVC给水管、PVC排水管
- 上一篇:HDPE双壁波纹管详细介绍 [2018-04-05]
- 下一篇:PE管材在运输时的需要注意的事项 [2018-04-05]
